一般的に,縫い手は次の順序で調整する.
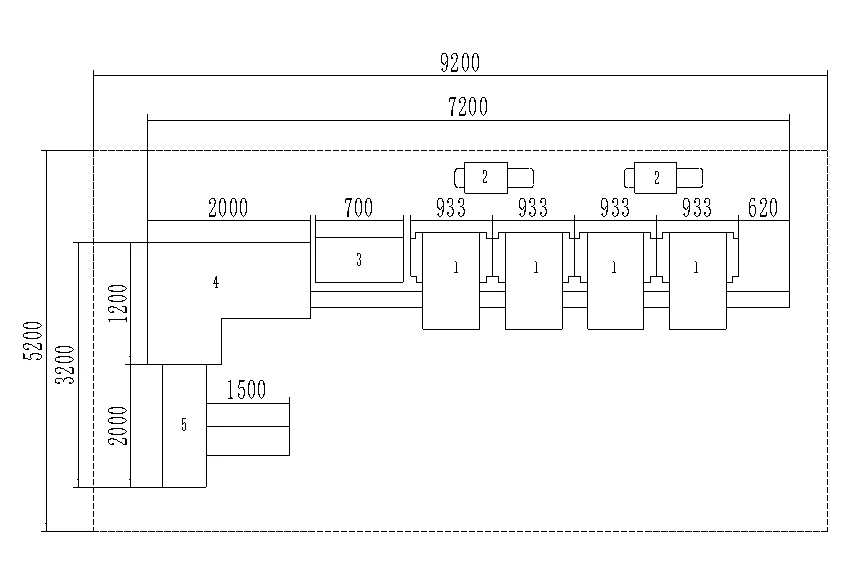
(1) 紙のサイズに応じて,シッターヘッドの折り足のベースを調整
まず,シッチャーヘッドをシッチャーヘッドのマウントプレートに中央線に対称に配置します (本物のステーピング距離に関するセールシッチャー要求事項に準拠します).そして,スクリューを固める 27曲がり脚20をシッターヘッドの中央ナイフに並べた後に固定し,同時にガイドプレート28を設置します.
(2) 紙のサイズに応じて本収集チェーンを調整
縫い手に関しては,本集結鎖は特定の正しい位置に保持され,本の望ましい位置にセール縫いを分散させる.調整の場合,まず巻くための本は,巻くチェーンに置いて,カットプレスを尾コンベアプレートに押し,機械を手動で操作して,本集成チェーンとヘッドストックを同時に前進させる速度が同じで 比較的静的状態で 手動停止本の集積チェーンに本を作るために,スクリューを緩め 1 そしてハンドホイールを回し 2 седлоの縫いによって縛るための正しい場所に送信されますそして,スクリューを固定して,書物に釘の正しい位置を保証することができます.
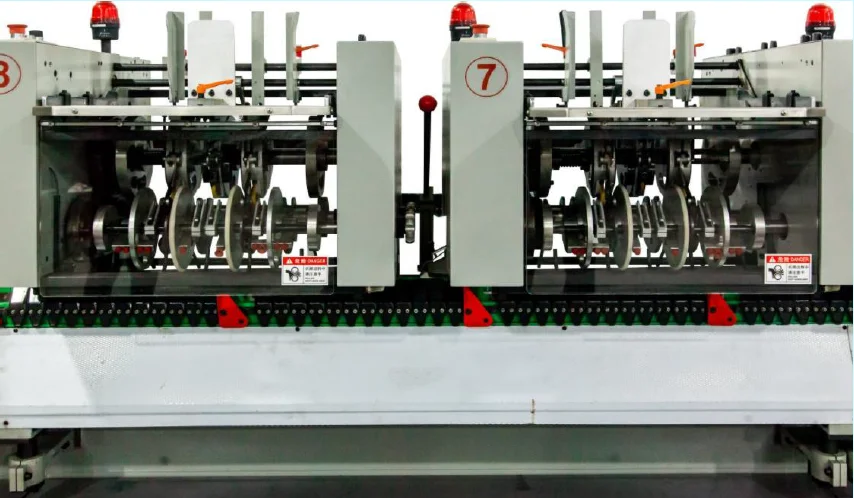
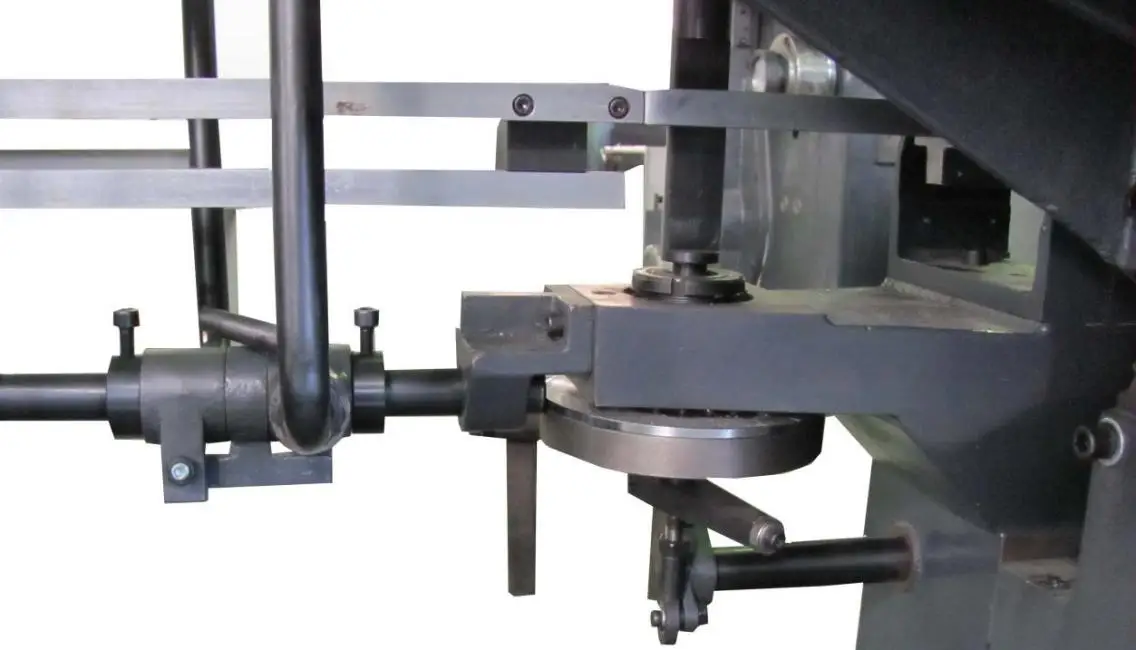
(3) フォークブック用の位置の調整
正確な位置で書物を分岐させると,編み屋の書物伝送ラックから投げ出された本は,三刀トリマーの2つの書物取材ブレーキの真ん中に落ちる.
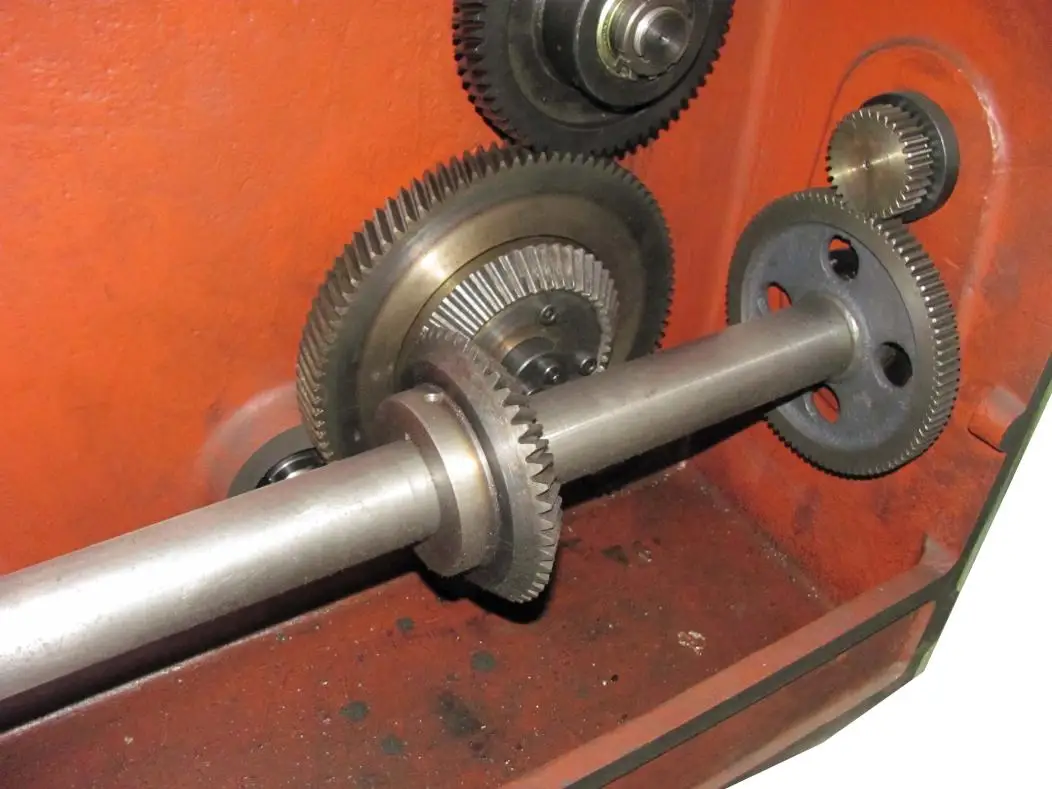
図書を最大位置にフォークする時,カム6が図書を最高位置にフォークする時,接続棒2は頭部を左極点に引っ張って戻します.しかし,トランスミッションラックと距離は60~65mmでなければならない.切り離された本が正しい位置に落ちることを保証するために,中間ギア1を設置します.
フォークブックの速度は,機械の速さと密接に関連しており,使用経験に基づいて適切な修正が行われます.
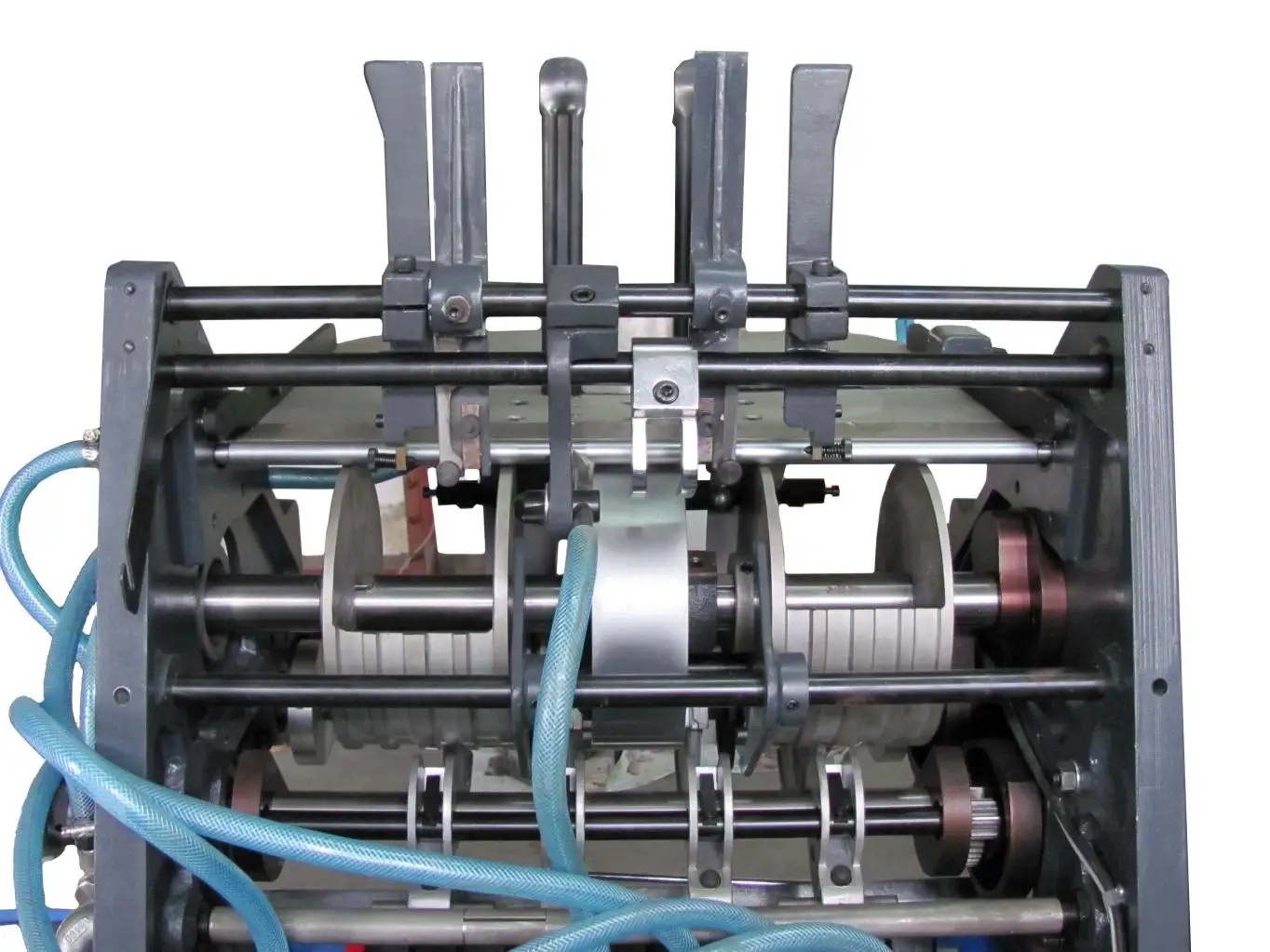
(4) 検出装置の調整
分散検出は主に反射光電スイッチを調整し,落ちる本用のバー上の反射フィルム間の相対位置に設置されます.光束は正しい位置に並べられる必要があります..
フルページ検出は,本集成チェーンの両側にある2つの反射光電スイッチの設置高度と光束の調整を主に調整します.接着本の幅が接着チェーン上の位置に応じて反射光電スイッチの光束は,5〜10mmの距離で本紙の下に置く.本の収集チェーンでの送信中に書籍紙が歪んでいることが判明した場合本紙は検出位置を通過する際に光束を遮り 照明スイッチは信号を送り 古い製品として本を処分します
一般厚み検知装置の調整の場合,固定用の通常の本が偏心車1の下に置かれます.機械を手動で操作し,退屈なホイールの矢印をダウンこのとき,調整装置6を回し,本検知装置の下ろ部ローラー3を上げ,適度に本を押して,ナッツ13をわずかに調整します.コンタクトブロック4が2つのブロック5の真ん中に挿入されたときに適切な垂直のギャップが残れるようにブロックが自由に挿入できれば 本が正規厚さの基準を満たしていることになります.接触点が接続されると,接着器は磁気で,結合位置に吊るされます.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。